服务热线
188 6150 9785


处理目标
大量实际应用经验表明,大部分的涂层缺陷都是来自于不良的表面处理。任何涂料在处理不良的表面上都无法发挥最佳性能。优良出色的高等级的表面预处理,将会延长涂料的寿命。表面处理包含以下三个目标:
(1)结构处理:对底材必须进行科学的预处理,如:锐边的打磨倒角的磨圆,飞溅的去除,焊孔的补焊及磨平。
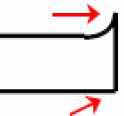
图示(1)
尖角图示(1)用角磨机或砂轮机打磨去除尖角和切割边缘,并打倒角。

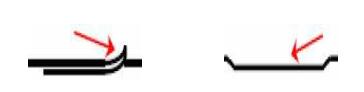
图示(2)
飞溅物图示(2)用砂轮机、刮刀或尖锤打磨去除或处理至钝。
图示(3)
凸凹或夹层图示(3)用砂轮机或圆盘打磨机去除。

图示(4)
咬边图示(4) 打磨修整或者冲洗焊接处理

图示(5)
不平焊道或切割面图示(5)用打磨机或砂轮机打磨去除。
(2)表面清理:除去表面上对涂料有损害的物质,特别是氧化皮,铁锈,可溶性盐,油脂,水分等。
(3)表面粗糙度:表面粗糙度增大对涂层接触表面具有机械吻合作用,提高涂层与底材的附着力。粗糙度不能过大(一般20-40μm),否则在波峰处往往引起厚度不足,引起早期点蚀。
处理对象
根据不同的处理对象,所采取的方法也有区别。
(1)氧化皮
氧化皮似乎保护着钢材,实则上并不可信任。它的表层为化学性质较稳定的Fe2O3,中层是Fe3O4,紧帖金属的为FeO,在水和氧的作用下,很容易生成氢氧化物。加上外界温度的变化,机械作用等,氧化皮会很快剥落。各种氧化皮相对裸钢而言是阴极。腐蚀发生在阳极表面上,钢板遭受腐蚀。除去氧化皮最好的方法是喷砂处理。
(2) 铁锈
铁锈是松散物质,往往截留了湿气,氧气,锈蚀产物还经常含有可溶性盐。可以采用打磨,喷砂等方法除去铁锈。
(3) 可溶性盐
硫酸铁、氯化亚铁等可溶性盐不仅直接破坏着涂层,引起渗压起泡,附着力差等,它还是一种催化剂,会加剧腐蚀。除去可溶性盐的最好方法进行高压淡水冲洗,表面不平以及有缝隙的旧漆膜包括失效或海绵状的防污漆膜内极易藏纳盐垢,更要仔细冲洗。
(4) 锌盐
随着富锌漆的大量使用,锌盐(也称白锈)也构成了对涂层的危害。这种松散的锌的腐蚀产物也影响着涂层的附着力。可以高压淡水、打磨或用硬刷子除去。
(5) 油脂
大多数涂料与油脂有着排斥力,大于油脂的吸引力。底材有油脂就会引起缩孔、附着力差等问题。而且越是高性能的涂料如环氧,聚氨酯涂料,此时的附着力越不如常规的油性涂料。大量的油脂先要刮去,而后用溶剂(脂肪烃或松香水)擦洗,然而这往往使油污表面扩大,情况更糟。所以要重复几次,每次用干净的抹布擦过才有效。商用化学清洗剂对除油很有效,但必须确认对涂层无害。用热水清洗也很有效。
(6) 焊烟
电焊产持的焊烟通常是碱性的。对涂层附着极为不利,对SPC 防污漆也有损害。可以用清水或溶剂擦拭。
(7) 各种记号
粉笔记号对附着力不利, 且极易吸收空气中水分;油漆记号如果与要施工的种类不同,往往会引起问题,唯一的办法是打磨除去。
(8) 旧涂层
松散涂层必须除掉。对后道涂层有影响的涂层,要加以封闭或除去。用高压淡水除去中间含有的盐份,灰尘,并除去油污。
(9) 灰尘、磨料以及其它杂物
表面处理后的大量灰尘,钢丝段,丸粒和其它杂物,首先要用吸出扫清,或用清洁无油的压缩空气吹净。使用真空吸尘是最理想的选择。
